Формовка в роликах (Roll Forming)
Формовка в роликах (Roll Forming) — это особый вид прокатки, включающий непрерывный изгиб длинной полосы листового металла (ленты) до заданного поперечного сечения. Лента проходит через наборы формующих переходов, расположенных на станках; каждый переход выполняет промежуточную формовку, пока не получится требуемый профиль. Данная технология идеально подходит для изготовления деталей постоянного поперечного сечения (гнутых профилей), имеющих большую длину и выпускаемых в большом количестве.
Проектирование и моделирование
Таким методом можно изготавливать профили самого сложного поперечного сечения с количеством зон сгиба 20 и более, но для этого требуется корректный расчёт технологических переходов. Проектирование формующих роликов начинается с построения «розочки» — последовательности поперечных сечений заготовки по переходам, далее строятся рабочие калибры формующих роликов. Поскольку стоимость разработки и изготовления формующих роликов высока, часто применяется компьютерное моделирование процесса изготовления, что позволяет минимизировать количество переходов и получить профиль требуемого качества и сечения в соответствии с чертежом.
Преимущества данной технологии
Изготовление гнутых профилей в роликах имеет явное преимущество по сравнению с другими методами (экструзией, механообработкой и др.). Гнутые детали обычно легче и имеют более тонкие стенки. Детали могут быть получены сразу из материалов с покрытием и не требовать окраски.
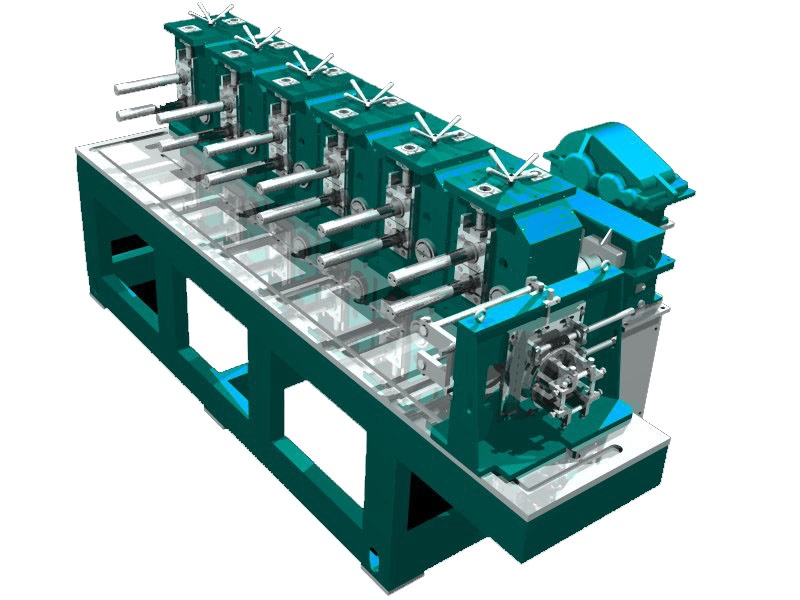
Гнутые профили изготавливаются на многоклетьевых гибочных (профилегибочных) станках для листового металла. Станки отличаются по количеству клетей (переходов), габаритам, степени автоматизации, варианту установки роликовой оснастки (на валы или кассеты) и другим параметрам.
Станки по производству гнутых профилей встраивают в автоматизированные линии, состоящие, как правило, из подающей рулонной заготовки, перфоратора, самого станка, устройства резки и складирования. Для резки профиля нужной длины могут применяться отрезные матрицы, позволяющие отрезать профиль с отходом или без него. На профиль могут добавляться различные элементы, такие как отверстия, насечки, тиснения, путем штамповки, входящей в состав линии.
Габариты профилей
Для изготовления профилей могут применяться ленты и рулоны различной толщины и ширины. Ширина ленты может варьироваться от 5 до 1250 мм (и более), а толщина – от 0,15 до 15 мм.
Для заправки ленты в станок толщиной более 4 мм могут применяться листоправильные устройства, позволяющие распрямить ленту и устранить первоначальные дефекты. Сам станок может содержать как горизонтальные приводные, так и вертикальные неприводные ролики, позволяющие направлять ленту в процессе формообразования и при необходимости дополнительно подгибать элементы профиля.
Габариты готового профиля также могут варьироваться в широких пределах: начиная от сечения 2x2 мм и заканчивая габаритными профилями 200x200 мм или плоскими профилями (типа профнастила) 1100x20(100) мм. Кроме получения прямолинейных деталей на данных станках можно изготавливать профили с заданной продольной кривизной, при этом величина кривизны может варьировать в различных пределах.
Скорость производства
Производительность изготовления деталей по данному методу самая высокая по сравнению с другими, например, гибкой в штампе или экструзией.
На скорость изготовления профилей влияет как толщина материала, наличие СОЖ, так и поверхность исходной ленты. Скорость движения ленты может варьироваться от 1 до 120 м/мин. Как правило, стандартная скорость прокатки профиля составляет 8–25 м/мин.